
Corte de barras
As barras são carregadas e cortadas de acordo com o comprimento necessário.
Aquecimento de barras
Uma vez que as barras são cortadas, elas são aquecidas para facilitar a conformação.
Dobra
As amarras são fabricadas em comprimentos contínuos. Primeiro as barras são dobradas.

Inspeção Preliminar
Inspeção não destrutivo e inspecão visual e dimensional.
Moldagem
O elo é moldado para conformação geométrica
Rebarbação
O excesso de material é retirado.
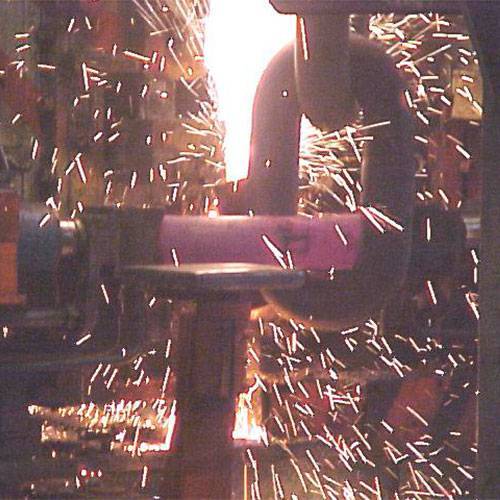
Soldagem
A barra após dobrada, é soldada pelo processo Flash Butt Weld

Tratamento térmico
O tratamento térmico é feito em um forno contínuo.

Carga de prova
Toda a extensão da amarra é submetida á carga de prova de acordo com as normas internacionais.
Carga de ruptura
Amostras são submetidas á carga de ruptura, de acordo com as normas internacionais.
Ensaios
Amostras são submetidas aos ensaios de traçao e impactos, de acordo com as normas internacionais

Exame Não Destrutivo
O Exame Não Destrutivo é realizado de acordo com normas específicas.
Inspeção Final
Um relatório completo de inspeção e teste de amarra é fornecido para cada comprimento. Armazenando pelo menos por 10 anos.

Limpeza superficial
Após a carga de prova é realizada limpeza na superfície dos elos com acabamento SA 2,5.






[templatera id=”1508″]